



- 全氟醚O型圈
- 「O型圈」天然橡胶O型圈
- 「O型圈」聚四氟乙烯橡胶O型圈
- 「O型圈」丁腈橡胶O型圈
- 「O型圈」氟橡胶O型圈
- 「O型圈」硅橡胶O型圈
- 「O型圈」氯丁橡胶O型圈
- 「O型圈」氢化丁腈橡胶O型圈
- 「O型圈」三元乙丙橡胶O型圈
-
联系我们
-
邮箱:3608576394@qq.com
QQ:3608576394
传真:
地址:浙江省永嘉县东瓯工业区

- 可以用于制作O型圈的橡胶材料详细分类说明(一文搞定)
- O型圈在汽车医疗液压及新能源行业的应用和解决方案
- 如何选择橡胶O型圈材料
- 橡胶味道——饭盒里的橡胶圈有味道能用吗?
- O型圈动密封——橡胶圈的密封原理
- 橡胶密封圈——遇水膨胀橡胶圈
- 橡胶圈——如何确定密封圈的尺寸
- 橡胶耐温多少度?——耐300度密封圈
- 密封圈、垫工业橡胶制品介绍
- 手表硅橡胶防水圈原理
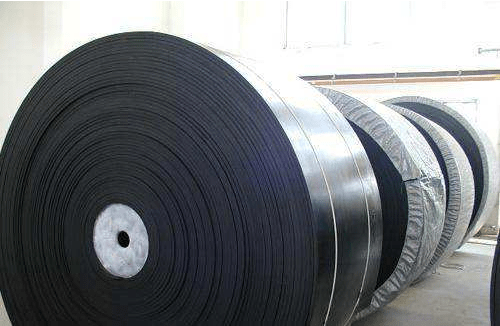
橡胶输送带硫化工艺掌握方式
优质内容 来源:O型圈厂家 作者:橡胶小能手 发布时间:2020-08-29 17:16:58 阅读次数: 收藏数:12 分享:46
了解橡胶带硫化工艺主要是需要掌握影响硫化和硫化的本质的因素,硫化条件的确定和实施方法。平板硫化机的操作方法、结构,其中硫化是在一定温度、时间和压力下,混炼胶的线型大分子进行交联,形成三维网状结构的过程,硫化使橡胶的塑性降低,弹性增加,来抵抗外力变形的能力大大增加,并提高了其他物理和化学性能,使橡胶成为具有使用价值的工程性材料,硫化是橡胶制品加工的Z后一个工序,硫化的优缺点对硫化胶的性能影响很大,因此,应严格掌握硫化条件,硫化机两热板加压面应相互平行,热板采用蒸汽加热或电加热,平板在整个硫化过程中,在模具型腔面积上施加的压强不低于三兆帕,无论使用何种型号的热板,整个模具面积上的温度分布应该均匀,同一热板内各点间及各点与中心点间的温差Z大不超过一度,其相邻二板间其对应位置点的温差不超过一度,在热板中心处的Z大温差不超过零点五度,常用技术规格为Z大关闭压力二百吨,柱塞Z大行程为二百毫米,平板面积五百乘五百毫米,工作层数为一层,总加热功率越为二十七千瓦;
硫化实验的操作,混炼后的胶片应按规定停放24个小时,方可裁片进行硫化,其裁片的方法为片状拉力等试验用的或条状试样用剪刀在胶料上裁片,橡胶带试片的宽度方向与胶料的压延方向要一致,胶料的体积应稍大于模具的容积其重量用天平称量,胶坯的质量按照以下方法计算:胶坯质量等于模腔容积乘以胶料密度乘以1.5.为保证模压硫化时有充足的胶量,胶料的实际用量比计算的量再增加5%,将裁好后在胶坯边上贴好编号及硫化条件的标签,另外取两毫米左右的胶片,以试样的高度为宽度,按压延垂直方向裁成胶条,将其卷成园柱体,且柱体要卷的紧密,不能有间隙,柱体体积要稍小于模腔,高度要高于模腔,在柱体底贴面上编号及硫化条件的纸标签,再按照要求,将胶料裁成园形胶片试样,如果厚度不够时,可将胶片迭放而成,其体积应稍大于模腔体积,在园形试样底面贴上编号及硫化条件的纸标签,按要求的硫化温度调节并控制好平板温度,使之恒定,将模具放在闭合平板上预热至规定的硫化温在正负一度范围之内,并在该温度下保持20分钟,连续硫化时可以不再预热,硫化时每层热板仅允许放一个模具,硫化机工作时,由泵提供硫化压力,硫化压力由压力表指示,压力值的高低可由压力调节阀调节,将核对编号及硫化条件的胶坯以尽快的速度放入预热好的模具内,立即合模,置于平板中央,上下各层硫化模型对正于同一方位后施加压力,使平板上升,当压力表指示到所需工作压力时,适当卸压排气约3到4次,然后使压力达到Z大,开始计算硫化时间,在硫化到达预定时间立即泄压启模,取出试样对新型平板硫化机,合模、排气、硫化时间和启模均为自动控制,将硫化后的传送带试样剪去胶边,在室温下停放10小时后则可进行性能测试。

了解更多橡胶或O型圈相关问题,可进入旭丽橡塑官网,可致电咨询!
永嘉旭丽橡塑科技有限公司,在O型圈领域已有25年历史,生成技术过硬,质量保证,有需求,也可联系哦!
- 139****363772小时前【向厂家咨询】
- 152****489027小时前【向厂家咨询】
- 133****852638小时前【向厂家咨询】
- 181****280772小时前【向厂家咨询】
- 152****869640小时前【向厂家咨询】
- 137****630447小时前【向厂家咨询】
本文标题:橡胶输送带硫化工艺掌握方式本文地址:http://www.xuli-latex.com/selection/483.html
 「O型圈」天然橡胶O型圈
「O型圈」天然橡胶O型圈
 全氟醚O型圈
全氟醚O型圈
 「O型圈」聚四氟乙烯橡胶O型圈
「O型圈」聚四氟乙烯橡胶O型圈
 「O型圈」氢化丁腈橡胶O型圈
「O型圈」氢化丁腈橡胶O型圈





