



- 全氟醚O型圈
- 「O型圈」天然橡胶O型圈
- 「O型圈」聚四氟乙烯橡胶O型圈
- 「O型圈」丁腈橡胶O型圈
- 「O型圈」氟橡胶O型圈
- 「O型圈」硅橡胶O型圈
- 「O型圈」氯丁橡胶O型圈
- 「O型圈」氢化丁腈橡胶O型圈
- 「O型圈」三元乙丙橡胶O型圈
-
联系我们
-
邮箱:3608576394@qq.com
QQ:3608576394
传真:
地址:浙江省永嘉县东瓯工业区

- 教你判断密封区的异常及其原因
- 合理选用密封圈的装置对安装密封件是非常重要的
- 机械上的密封件-骨架油封的安装方法及注意事项,你知道吗?
- 阀门用密封件的橡胶材质有哪些?
- 对工程机械密封件密封效果失效的详细解析
- 水泵机械密封件漏水的故障原因
- 密封件“踩雷”指南!
- 机械密封件用密封液润滑冷却系统
- 工程密封件之重工工程机械分类
- 轴承密封件是什么?应用以及分类?
聚四氟乙烯密封件生产流程
优质内容 来源:O型圈厂家 作者:旭丽橡塑 发布时间:2021-05-05 17:15:46 阅读次数: 收藏数:13 分享:45
聚四氟乙烯密封件的生产流程较为广泛,不用的密封件生产厂J有不同的密封件种 类,也有着不一样的工艺流程,现在介绍的聚四氟乙烯密封件车削件的生产流程。
一、 聚四氟乙烯半成品制作
根据客户对聚四氟乙烯密封件的性能要求,将聚四氟乙烯原材料(粉状原料)加入各种填充物原料(粉状原料),用四氟专用混合机将聚四氟乙烯原材料(粉状原料)和各种填充物(粉状原料)搅拌均匀。混合时,温度大于等于19°C,时间10~20分钟,混合完毕后在25~35°C停放在24小时以上。在聚四氟乙烯原材里填充碳粉、铜粉、玻纤、色粉、二硫化钼、石墨等材料,可以改善聚四氟乙烯密封件的颜色、抗蠕变性、耐磨性等物理性能。填充不同材料比例、成分对性能的影响的影响有很大关系,一般根据客户对聚四氟乙烯密封件用途确定填充物的成分、材质、比例等。已经有多年的研发聚四氟Z烯密封件填充物经验。
将停放了24小时以上已经混合好的聚四氟乙烯密封件原材料进行称重填充进已经选好的模具里。然后用液压机在20~35a压力下进行冷压制压实成型。

PTFE密封件半成品管理制作流程
将成型的聚四氟乙烯密封件半成品放进烧结炉进行干燥(在210°C以下,2~ 3小时)、间歇性烧结(升温速率60它/小时,375士5 C保温4小时)、连续性烧结(干燥区100250C,预热区250 330C, 烧结区380~ 420C,冷却区小于300C)。Z终形成聚四氟Z烯密封件的车削半成品。
一、 聚四氟乙烯密封件成品制作
永嘉旭丽橡塑公司通常采取是使用车削生产密封件。根据客户的密封件产品工况要求,专业人员将按照图纸在数控车床编好程序,然后将半成品的管料固定在特制的模具上,然后进行数控车床加工生产。

数控车床车削加工聚四氟乙烯密封件
数控床车削密封件与模压成型密封件的加工工艺有所不同。车削密封件的半成品棒料(管料) 是由原材料经过加温溶化后高压挤出浇注成型或混合高压烧结出来毛坯桶料,再通过软件编程各种密封件数据的数控车削密封件加工设备,车削完成的密封件。车削密封件不受尺寸限制,可加工任意数量、任意规格、任意材质、任意截面的各种车削液压密封件,对于非标密封件使用者来说,无需承担模压加工还需开模具的高昂费用和等待的时间。
车削密封件与模压密封件相比
1、模压密封件是通过模具对填充的橡胶加热后融化制成,存在的不足:
因橡胶的收缩比存在与实际要求的尺寸有偏差。
产品外观光洁度较差。
致密性差,由于橡胶填料不足产品容易存在缺陷。
特殊尺寸需要开模具,开模的费用比较昂贵,一般时大批量生产的才需要开模,而且交货时间很长等。
2、车削密封件:车削密封件的桶料(原料)是经过加温融化后高压挤出浇注或混合高压烧结出来成型。
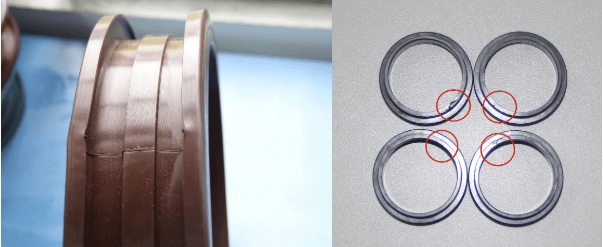
不良模压橡胶密封件
产品优点:
经过数控设备加工的密封件尺寸,密封件的光洁度更高;
由于高压挤出混合高压烧结内部的分子结构致密性和物理机械性能更好;
车削密封件的单件迅速,缩短了产品的交货期
车削密封件不会受到模具限制,标准限制,可以根据油缸的整体磨损状况改变厚度尺寸,合理配置公差,加工出更个性化、更适合使用的密封件产品;直径可达到1200mm。
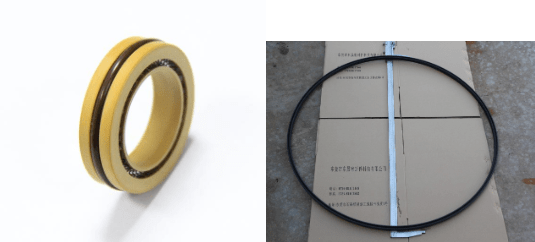
数控加工车削聚四氟乙烯密封件
以上是“聚四氟乙烯密封件生产流程”详细介绍,可见参考,如有更多密封圈或相关问题,欢迎电话咨询!
- 135****968049小时前【向厂家咨询】
- 159****152424小时前【向厂家咨询】
- 137****666717小时前【向厂家咨询】
- 184****192549小时前【向厂家咨询】
- 159****685049小时前【向厂家咨询】
- 136****385612小时前【向厂家咨询】
本文标题:聚四氟乙烯密封件生产流程本文地址:http://www.xuli-latex.com/selection/224.html
 「O型圈」聚四氟乙烯橡胶O型圈
「O型圈」聚四氟乙烯橡胶O型圈
 「O型圈」氢化丁腈橡胶O型圈
「O型圈」氢化丁腈橡胶O型圈
 全氟醚O型圈
全氟醚O型圈
 「O型圈」天然橡胶O型圈
「O型圈」天然橡胶O型圈





